Что такое сварка: процессы, виды и контроль качества
14.05.2026
Сварка представляет собой технологический процесс получения неразъемного соединения металлических или термопластичных материалов путем установления межатомных связей при нагреве или пластическом деформировании. В отличие от механических методов крепления, сварное соединение обеспечивает монолитность конструкции за счет диффузии атомов в зоне контакта свариваемых элементов.
Физические основы процесса
Формирование сварного шва происходит при достижении температуры, достаточной для активации диффузионных процессов. Для низкоуглеродистых сталей это составляет 1150-1250°C, для алюминиевых сплавов 580-650°C. При нагреве металла до температуры плавления образуется жидкая ванна, в которой происходит смешивание расплавленного основного и присадочного материалов. После кристаллизации формируется сварной шов с металлургическими связями, прочность которых сопоставима с прочностью основного металла.
Процесс сопровождается образованием трех характерных зон: собственно шва, зоны термического влияния (ЗТВ) и основного металла. В ЗТВ происходят структурные изменения без расплавления материала. Ширина этой зоны зависит от погонной энергии сварки и теплопроводности металла. Для стали при ручной дуговой сварке ЗТВ составляет 3-8 мм, при лазерной сварке сокращается до 0,5-2 мм.
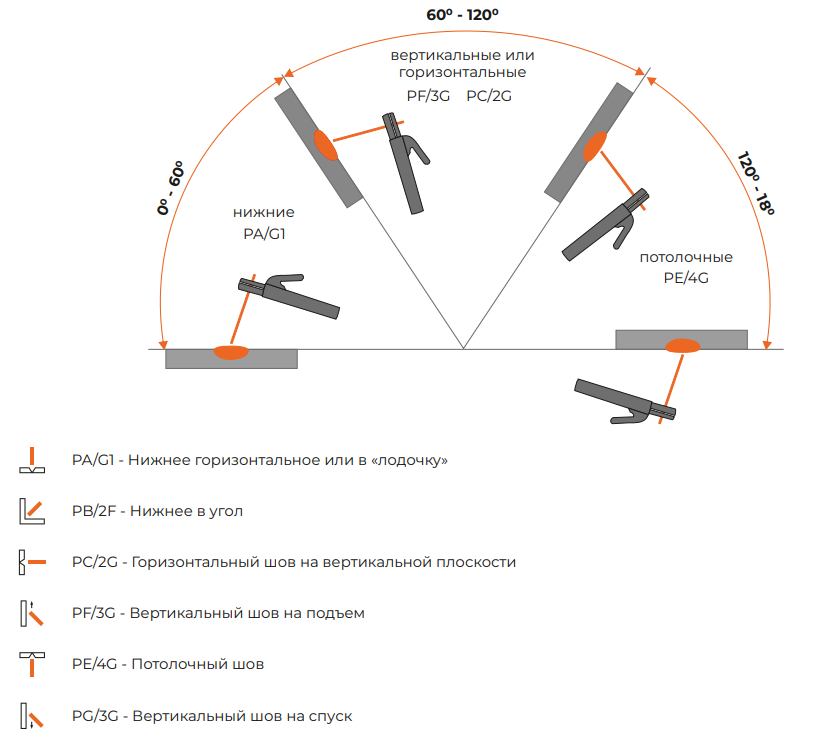
Пространственное положение при сварке:
Виды сварки
1. Термические виды сварки
Термическая сварка работает за счёт плавления. Источник энергии разогревает кромки деталей до жидкого состояния, образуется сварочная ванна, а после кристаллизации формируется шов. К этой группе относятся газовая, дуговая, электронно-лучевая, лазерная, литейная и другие способы.
Сварочная дуга
Сварочная дуга лежит в основе многих термических процессов. Она может питаться переменным, постоянным или пульсирующим током. При прямой полярности больше тепла выделяется на изделии, при обратной — на сварочном электроде. В столбе дуги газ ионизируется, становится проводящим, а температура может достигать 6000–8000 °C и выше. Если дугу дополнительно сжимают соплом и потоком газа, получают плазму с ещё более высокой концентрацией энергии.
Электродуговая сварка
Это один из самых распространённых способов сварки металлов. Источник теплоты здесь — электрическая дуга между электродом и изделием. Она расплавляет кромки соединяемых деталей, а при использовании плавящегося электрода ещё и присадочный металл. После затвердевания расплава образуется прочное соединение. Электродуговая сварка ценится за универсальность: ей можно выполнять монтаж, ремонт и производство конструкций разной сложности.
Ручная дуговая сварка
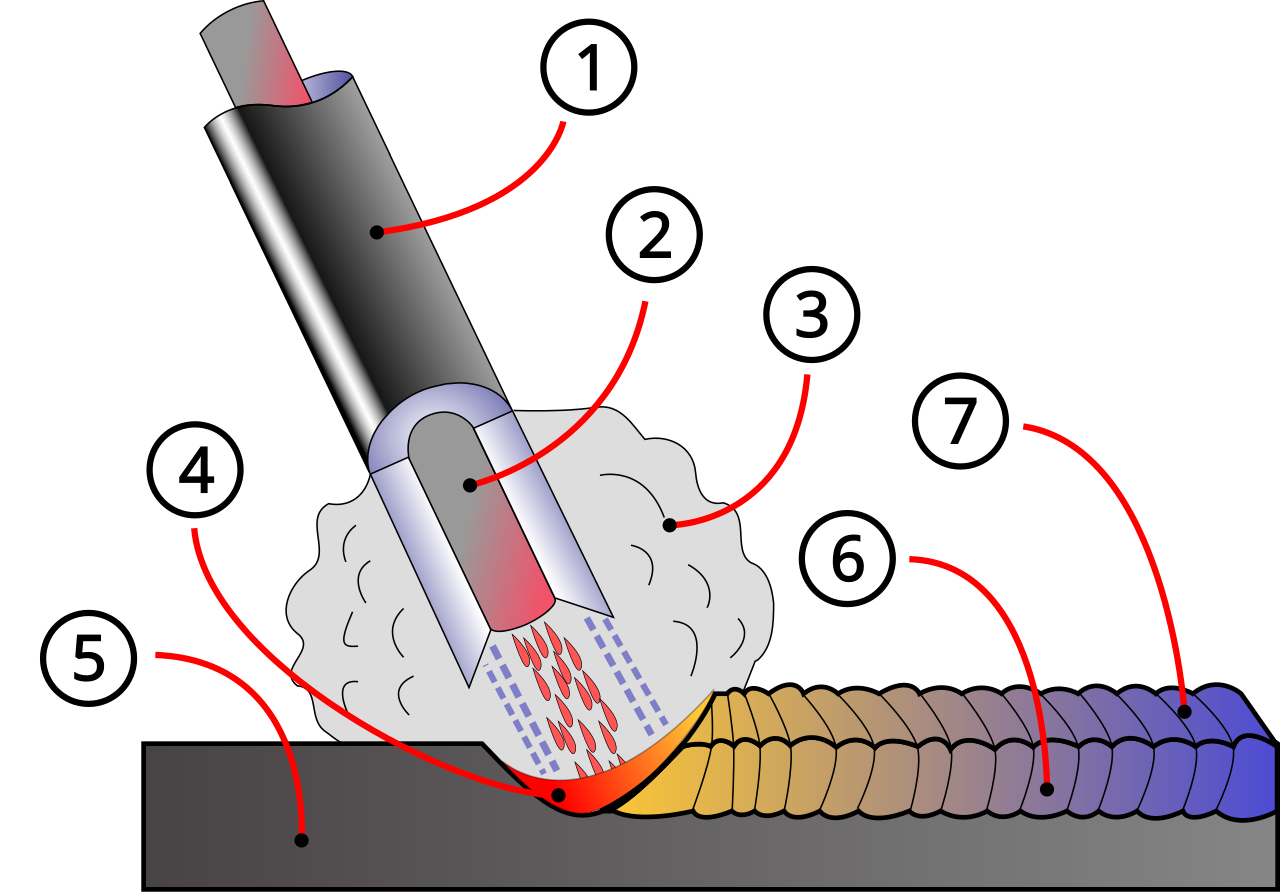
Ручная дуговая сварка: 1 — электродное покрытие, 2 — электродный стержень, 3 — защитный газ, 4 — сварочная ванна, 5 — заготовка, 6 – шов, 7 — шлаковая корка
При ручной дуговой сварке сварщик сам ведёт электрод вдоль шва и поддерживает нужную длину дуги. Обычно применяют плавящийся металлический электрод с покрытием. Покрытие при горении и плавлении защищает сварочную ванну от воздуха, стабилизирует дугу, а также может раскислять и легировать металл шва. Такой способ прост по оборудованию и очень распространён в строительстве, монтаже и ремонтных работах.
Сварка неплавящимся электродом
В этом процессе электрод не расходуется. Обычно используют вольфрамовый или графитовый стержень, температура плавления которого выше рабочих температур процесса. Дуга горит между электродом и изделием, а для защиты зоны сварки подают аргон, гелий, азот или их смеси. Присадочный материал можно не использовать вовсе, а можно подавать отдельно в виде прутка, проволоки или полосы. Такой способ позволяет точнее контролировать шов и хорошо подходит для ответственных соединений.
Сварка в защитных газах
Здесь расплавленный металл и электрод защищаются потоком газа от контакта с атмосферой. Сварка в защитных газах широко применяется для сталей, цветных металлов и их сплавов. Её ценят за высокую производительность, удобство механизации и автоматизации, а также за отсутствие необходимости использовать покрытые электроды и флюс. Различают сварку в инертных газах и сварку в активных газах. Именно отсюда происходят обозначения MIG и MAG.
Сварка под флюсом
При этом способе конец электрода подают под слой флюса. Дуга горит не на открытом воздухе, а в газовом пузыре между металлом и слоем флюса. Такая схема надёжно защищает расплавленный металл от воздуха и даёт более глубокое проплавление. Сварка под флюсом особенно удобна там, где нужен длинный прямолинейный шов и высокая производительность.
Электрошлаковая сварка

Здесь источник теплоты — не открытая дуга, а расплавленный флюс, через который проходит ток. Нагретый шлак расплавляет кромки деталей и присадочную проволоку. Электрошлаковая сварка хорошо подходит для вертикальных швов на толстостенных изделиях, где требуется значительный объём металла и стабильный прогрев по высоте стыка.
Гипербарическая сварка
Это сварка при повышенном давлении, чаще всего под водой. Её выполняют либо непосредственно в водной среде, либо в сухой камере, установленной под водой. Такой способ используют при ремонте судов, морских платформ и трубопроводов. Наиболее типичный материал — сталь.
Орбитальная сварка
Орбитальная сварка применяется главным образом для труб и фланцев. Если труба вращается, нагрев можно получать трением. Если труба не вращается, вокруг стыка перемещается сварочная головка, которая выполняет автоматическую дуговую сварку с присадкой или без неё. Метод удобен для кольцевых стыков, где нужна высокая повторяемость и аккуратное формирование шва по всему периметру.
Газопламенная сварка

Здесь металл нагревают пламенем, возникающим при сгорании смеси кислорода и горючего газа. Это пламя расплавляет кромки деталей и присадочный материал, формируя сварочную ванну. Характер пламени зависит от соотношения кислорода и горючего газа: оно может быть окислительным, нейтральным или восстановительным. Газопламенная сварка проще по принципу, чем дуговая, и долгое время оставалась одним из базовых способов ручной обработки металла.
Термитная сварка
Термитная сварка использует тепло химической реакции. В ходе реакции термитной смеси образуется расплавленный металл и выделяется большое количество теплоты, которого хватает для сваривания деталей. В основном это термический способ, хотя существуют и варианты, где дополнительно используют давление. Такой метод известен, например, при соединении рельсов.
Плазменная сварка
Плазменная сварка основана на использовании сжатой дуги — плазменной струи. Её получают с помощью плазмотрона. Плазма не только нагревает металл, но и оказывает газодинамическое воздействие на зону обработки. Благодаря высокой концентрации энергии плазменный процесс применяют не только для сварки, но и для наплавки, напыления и резки материалов.
Электронно-лучевая сварка
В этом процессе источник теплоты — электронный луч, формируемый электронной пушкой. Чаще всего сварку ведут в высоком вакууме. Главные преимущества метода — очень высокая концентрация энергии, глубокий и узкий провар, малая зона термического влияния и небольшие деформации. Электронно-лучевая сварка позволяет соединять тугоплавкие и химически активные материалы. Ограничения тоже есть: на теплопроводных металлах возможны несплавления и полости в корне шва, а создание вакуума требует времени.
Лазерная сварка
Лазерная сварка использует сфокусированный лазерный луч. За счёт высокой концентрации энергии она обеспечивает большую скорость процесса, маленькую сварочную ванну, узкую зону термического влияния и небольшие деформации. В отличие от электронно-лучевой сварки, здесь обычно не нужен вакуум, поэтому можно работать с крупногабаритными изделиями и направлять луч в труднодоступные зоны. Это один из самых точных и технологичных способов сварки.
Стыковая сварка пластмасс оплавлением

Этот способ применяют для полимерных деталей. Источником теплоты служит плоский нагревательный элемент с покрытием PTFE. Процесс включает нагрев под давлением, прогрев массы, удаление нагревателя, последующее соединение и затвердевание. Метод используют там, где нужно получить плотное и однородное соединение торцов пластмассовых деталей.
Сварка с закладными нагревателями
Такой процесс особенно распространён при соединении полиэтиленовых труб. В муфте или другой соединительной детали заранее установлена металлическая спираль. Через неё пропускают ток, полиэтилен в зоне контакта расплавляется, а затем после охлаждения образует герметичное соединение. Способ удобен для трубопроводных систем и фасонных элементов.
Литейная сварка
Литейная сварка относится к термическим способам. Её выделяют в отдельное направление, поскольку соединение формируется через расплавленный металл, а сам процесс по своему характеру близок к литейным операциям. В общей классификации она стоит в одном ряду с другими процессами плавлением.
2. Термомеханические виды сварки
Термомеханическая сварка сочетает нагрев и давление. Металл доводят до пластического состояния или частичного расплавления, а затем осаживают, сжимают или проковывают. В эту группу входят контактная, диффузионная, кузнечная, газопрессовая, дугопрессовая и ряд других способов.
Кузнечная сварка

Это исторически один из самых ранних способов сваривания металла. Заготовки разогревают и соединяют ударами молота. Под действием пластического деформирования между поверхностями возникают межатомные связи. Сегодня этот метод почти не применяется в промышленности, но он важен как основа понимания твёрдофазной сварки.
Контактная сварка
Контактная сварка включает два последовательных этапа: сначала металл в зоне соединения нагревают током до пластического состояния, затем детали совместно деформируют. Основные разновидности — точечная, стыковая, рельефная и шовная. Этот класс особенно удобен для серийного производства, потому что хорошо автоматизируется и даёт повторяемый результат.
Точечная сварка
Детали зажимают между электродами сварочной машины. Через место контакта пропускают большой ток, металл быстро нагревается до температуры плавления, затем ток отключают, а усилие сжатия увеличивают. После кристаллизации получается отдельная сварная точка. Такой способ чаще всего используют для листовых деталей, где нужно много локальных соединений.
Стыковая сварка
При стыковой сварке соединяют торцы заготовок по всей площади контакта. Один вариант — сварка сопротивлением, когда детали прижимают, пропускают ток, нагревают до пластичности и осаживают. Другой вариант — непрерывное оплавление. При нём торцы постепенно сближают, образуются кратковременные контакты, металл локально оплавляется, а затем следует осадка. Сварка непрерывным оплавлением обеспечивает более равномерный прогрев, позволяет соединять сложные и крупные сечения и хорошо поддаётся автоматизации. Её применяют для труб, рельсов, колёс, арматуры и других массивных элементов.
Рельефная сварка
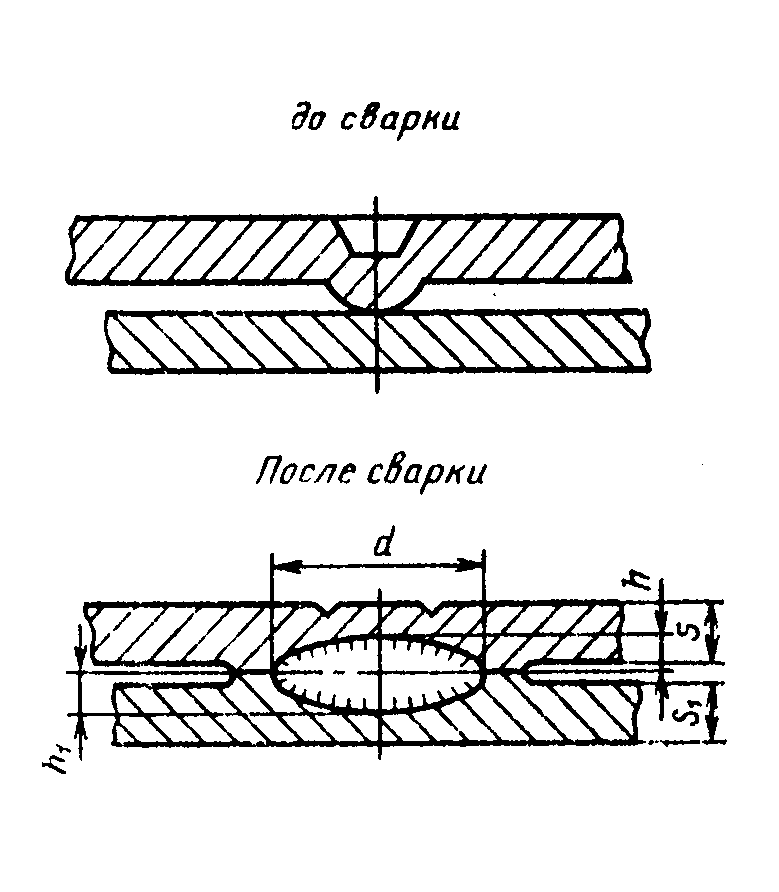
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления
На одной или обеих деталях заранее создают небольшие выступы — рельефы. Ток проходит через эти локальные зоны, они нагреваются и расплавляются, затем под давлением деформируются, вытесняя загрязнения и оксиды. После кристаллизации образуется соединение. Плюс этого способа в том, что за один цикл можно получить сразу несколько качественных точек.
Диффузионная сварка
При диффузионной сварке соединение образуется за счёт взаимного проникновения атомов при повышенной температуре. Обычно процесс ведут в вакууме или в среде защитных газов. Такой метод подходит для разнородных металлов и многослойных композитов, где обычное расплавление нежелательно или затруднено. Это точный и сравнительно «мягкий» способ получения соединения.
Сварка высокочастотными токами
В этом случае источник теплоты — высокочастотный ток, проходящий между свариваемыми изделиями. После нагрева следует пластическое деформирование, затем охлаждение, и в результате формируется сварное соединение. Метод особенно ценен там, где требуется быстрый локальный нагрев кромок.
Сварка трением

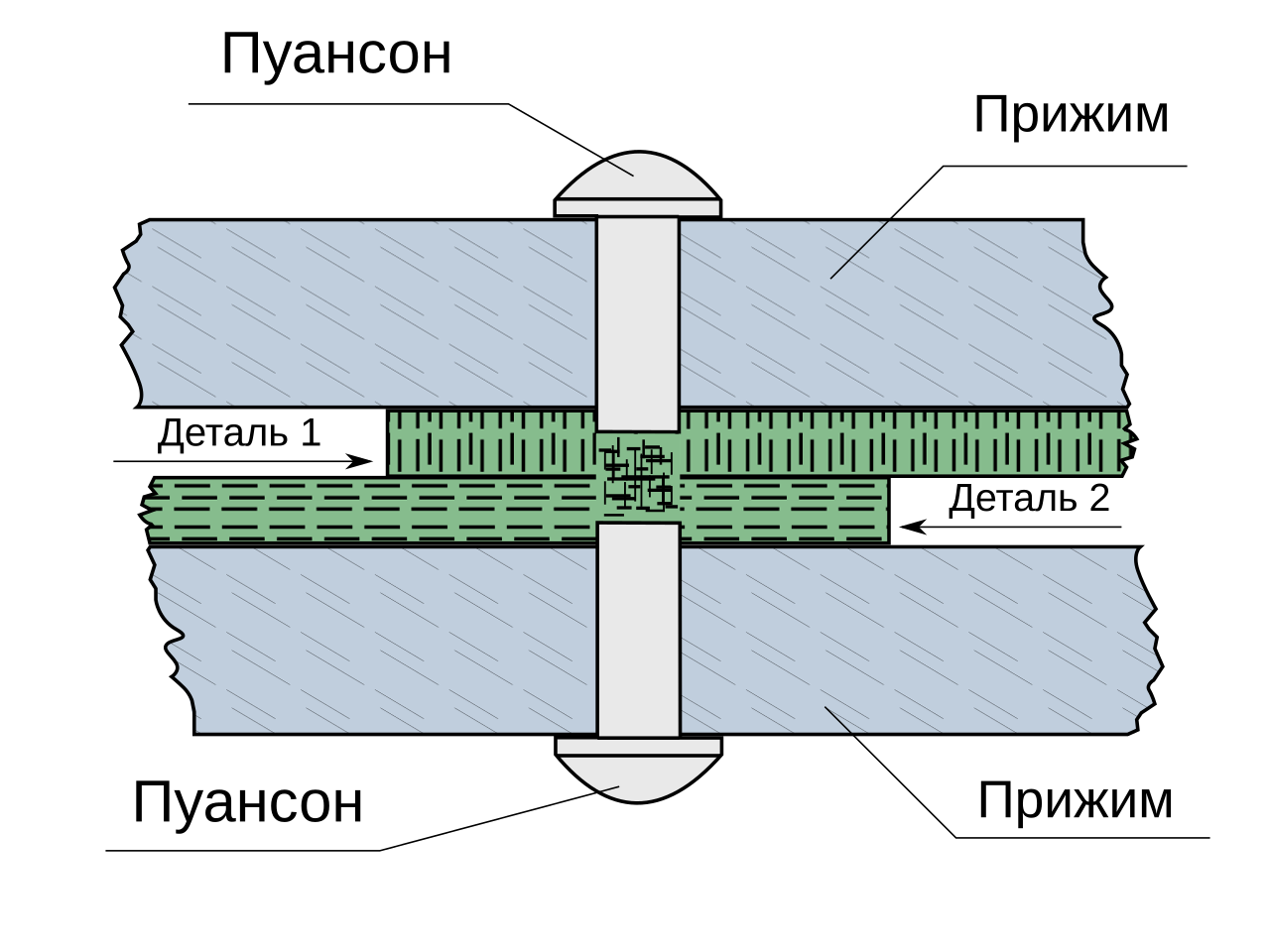
Соединение, полученное сваркой трением
Здесь одна деталь вращается, а другая прижимается к ней с усилием. За счёт трения поверхности нагреваются до температуры ковки, затем вращение останавливают, а давление сохраняют. Соединение формируется в твёрдой фазе. Сварка трением экономична, даёт высокое качество, почти не образует пор и включений и позволяет соединять некоторые разнородные металлы, например медь с алюминием или сталью. Минусы — сложность оборудования, ограничение по форме деталей и сравнительно узкая область применения.
3. Механические виды сварки
В механической группе соединение получают за счёт механической энергии. Плавление здесь либо отсутствует совсем, либо не играет главной роли. К этой группе относятся холодная, ультразвуковая, взрывом и другие специальные способы.
Сварка взрывом
При этом методе энергию для соединения даёт взрыв. Под его действием поверхности сближаются на расстояние межатомных сил и возникает прочное соединение. Сварку взрывом часто используют для получения биметаллов, когда нужно надёжно соединить слои разных металлов в одном изделии.
Ультразвуковая сварка металлов
Соединение образуется за счёт ультразвуковых колебаний, которые сближают атомы материалов до расстояния межатомного взаимодействия. Несмотря на дороговизну оборудования, способ широко применяют в производстве микросхем, прецизионных изделий, а также при соединении металлов разных типов и металлов с неметаллами. Это удобный метод для малых деталей и точных операций.
Холодная сварка
Холодная сварка выполняется при температуре ниже минимальной температуры рекристаллизации. Соединение получается за счёт сильной пластической деформации в зоне контакта. Перед сваркой поверхности нужно тщательно очищать от окислов и загрязнений. Такой способ применяют для однородных и разнородных металлов, особенно тех, которые плохо переносят нагрев или склонны образовывать интерметаллиды. Холодной сваркой можно соединять алюминий, медь, свинец, цинк, никель, серебро, кадмий и железо.
Контроль качества
Радиографический контроль выявляет внутренние дефекты швов рентгеновским или гамма-излучением. Чувствительность метода составляет 1-2% от толщины металла. Ультразвуковая дефектоскопия частотой 2-5 МГц обнаруживает несплошности от 1 мм на глубине до 10 м. Капиллярный контроль выявляет поверхностные трещины шириной от 0,001 мм путем проникновения индикаторной жидкости.
Основные методы неразрушающего контроля применяются последовательно в зависимости от типа конструкции и требований технической документации:
- Визуально-измерительный контроль проводится для всех сварных соединений, выявляя наружные дефекты (трещины, поры, непровары, подрезы) с помощью лупы 7-10 кратного увеличения и измерительного инструмента
- Капиллярная дефектоскопия обнаруживает поверхностные несплошности шириной от 0,001 мм, применяется для цветных металлов и аустенитных сталей
- Магнитопорошковый контроль выявляет поверхностные и подповерхностные дефекты глубиной до 2 мм в ферромагнитных сталях
- Ультразвуковой контроль проверяет внутреннюю структуру швов толщиной от 8 мм, обнаруживая дефекты размером от 1 мм
- Радиографический контроль документирует внутренние несплошности на пленке или цифровом детекторе, применяется для ответственных конструкций
Механические испытания образцов определяют прочность на разрыв, угол загиба, ударную вязкость. Временное сопротивление сварных соединений низкоуглеродистых сталей составляет 85-100% от прочности основного металла. Коэффициент прочности шва для алюминиевых сплавов достигает 0,6-0,9 в зависимости от режима термообработки.