Способы дуговой сварки
30.04.2026
Дуговая сварка — это плавление кромок теплом электрической дуги. Процессы различают по типу сварочного электрода (плавящийся: штучный, проволочный, ленточный — сплошной или порошковый; неплавящийся: вольфрамовый), по характеру дуги (свободная или сжатая; прямого или косвенного действия; трехфазная), по роду тока (постоянный прямой/обратной полярности, переменный промышленной и повышенной частоты, пульсирующий) и по конфигурации системы (одно-, двух-, многодуговые с раздельным питанием и одно-, двух-, многоэлектродные с общим подводом тока).
Электрическая дуга
Сварочная дуга — устойчивый высокоплотный разряд в газовой среде между электродами с интенсивным тепловыделением. Проводимость обеспечивают электроны и ионы, ускоряемые приложенным полем. Так как повышенные напряжения небезопасны, ионизацию поддерживают термоэлектронной и автоэлектронной эмиссиями: в первом случае электроны «испаряются» при высокой температуре катода, во втором внешний электрический поля снижает потенциальный барьер у поверхности, и электроны с достаточной энергией выходят в межэлектродный промежуток. На этом фундаменте работают все дальнейшие режимы.
Ручная дуговая сварка
Варианта два. Неплавящийся электрод (угольный или графитовый): дуга между электродом и изделием, нагрев кромок и присадки до жидкой ванны и затвердевание в шов. Этот подход удобен для цветных металлов, их сплавов и при наплавке твердых сплавов. Плавящийся электрод (классическая MMA/SMAW): дуга между металлическим стержнем и кромками, расплавляется и электрод, и основа; скорость ограничена малыми токами, производительность ниже механизированных процессов. При покрытом электроде формирование идет под газошлаковой защитой покрытия: капли с торца переносятся через дугу в ванну, дальше металл кристаллизуется под шлаковой коркой.
Схема ручной дуговой сварки покрытым электродом
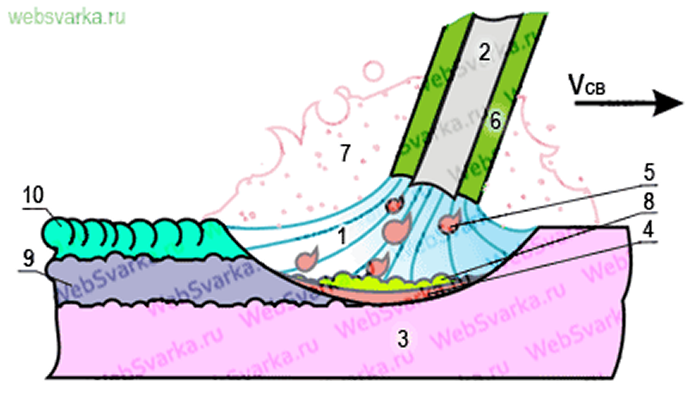
Дуга (1) между стержнем (2) и основным металлом (3) образует сварочную ванну (4); капли металла с расплавленного стержня электрода (5) переносятся через дуговой промежуток; покрытие электрода в процессе плавления (6) генерирует газовую защиту вокруг дуги (7) и образует шлаковую ванну (8); во время продвижения дуги формируются шов (9) и шлаковая корка (10) на поверхности шва.
Глубина проплавления — толщина расплавления основы.
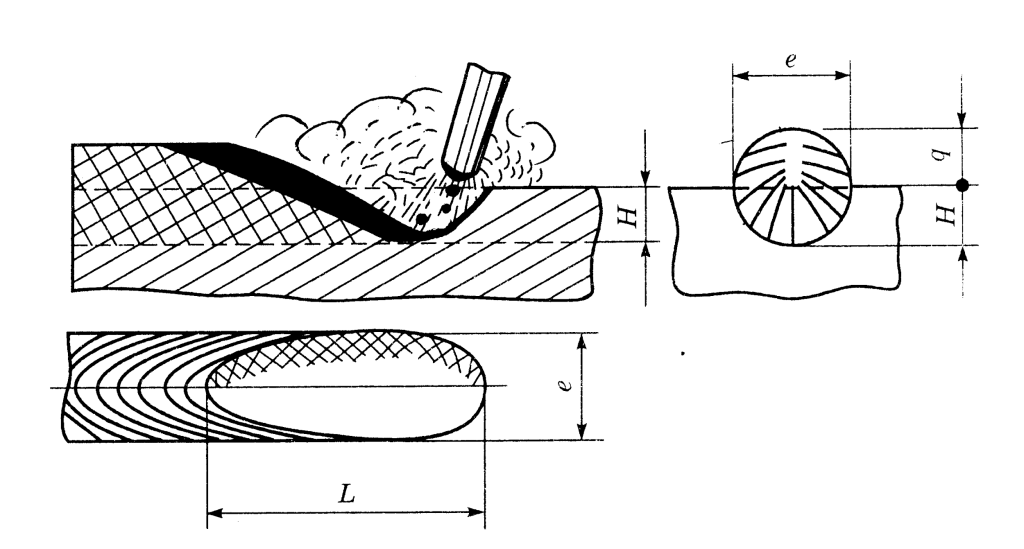
Параметры: L — длина ванны, H — глубина проплавления, e — ширина шва, q — выпуклость (усиление).
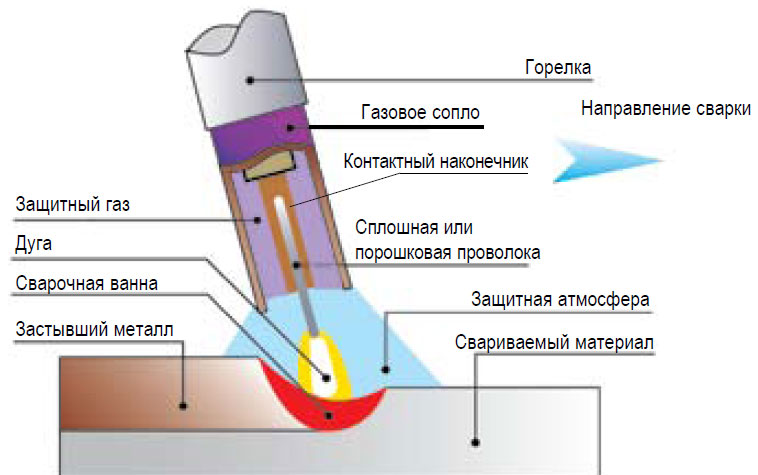
Дуговая сварка в среде защитных газов
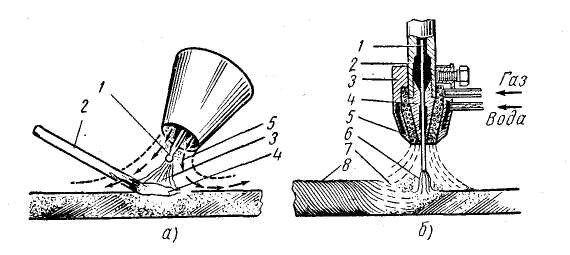
а-неплавящимся электродом, б-плавящимся электродом
В зоне дуги и над ванной создают оболочку защитного газа. Инертные среды — аргон и реже гелий:
- аргон обеспечивает стабильное горение и чистое формирование;
- гелий добавляет глубину проплавления и устойчивость;
- смесь Ar 65 % + He 35 % дает глубокий провар и спокойную ванну при меньшей стоимости относительно чистого He.
Активные среды:
- СО₂ и смеси СО₂+О₂.
- Кислород понижает углерод в шве, но избыток ведет к порам и росту растворенного кислорода с падением механики.
- Азот инертен к цветным металлам, но для низко- и высокоуглеродистых сталей дает пористость.
В инертных газах проволока подбирается под состав основы: в СО₂ используют проволоки с повышенными раскислителями и легирующими добавками.
Полярность при GMAW/MAG — постоянный ток прямой полярности; для медных соединений допустима присадка из М1. GTAW/TIG с неплавящимся электродом ведут на DCEN для высоколегированных сталей с присадкой идентичного состава, на AC для алюминиевых и магниевых сплавов (снятие оксидной пленки), на DCEN для титана, циркония, молибдена, тантала и других активных металлов. Диапазон диаметров вольфрама 0,8–8 мм; диаметр согласуют с током и газом.
Сварка в углекислом газе (MAG/CO₂) — процесс, в котором столб дуги и сварочная ванна экранируются потоком CO₂ от доступа атмосферных O₂ и N₂. Метод выполняют плавящимся электродом; подаётся проволока, легированная раскислителями (Mn, Si и др.), чтобы компенсировать окисление металла в дуге и связать кислород в оксиды (SiO₂, MnO) вместо пористости в шве. Для стабильного процесса используют сухой, чистый газ и тщательно подготовленные материалы: электродную проволоку перед работой обезжиривают и очищают — химически или механически (абразивная обработка, металлическая щётка) — чтобы убрать масла, плёнки и абразивную пыль, ухудшающие формирование шва.
Сварка под слоем флюса
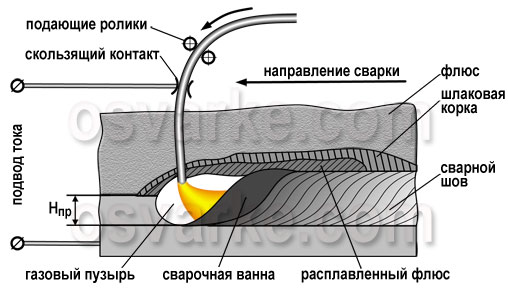
Автоматическая сварка под флюсом
Здесь дуга горит под слоем сыпучего флюса высотой 20–60 мм. Плавятся кромки, проволока и часть флюса. Расплав флюса образует шлако-газовый пузырь: он экранирует ванну от O₂ и N₂, подавляет разбрызгивание, легирует шов Si и Mn, а ионизирующие свойства стабилизируют дугу. Из-за давления газов часть расплава смещается против хода сварки; после кристаллизации — шов под шлаковой коркой. Прослойка расплава между дугой и дном ванны с низкой теплопроводностью сильно влияет на глубину провара.
Вариации — однодуговая, двухдуговая, с трехфазной дугой, двухэлектродная. Состав шва типично 2/3 основного и 1/3 электродного металла. Охлаждение замедлено шлаком и флюсом, металлургические процессы идут в более благоприятных условиях, шов плотный и чистый. Токоподводящий мундштук держат близко к дуге, вылет минимальный, ток можно поднять без перегрева — отсюда прирост производительности относительно MMA в 5–20 раз. Коэффициент наплавки 14–30 г/А·ч. Высокая плотность тока позволяет варить большие толщины без разделки кромок. Потери на угар и брызги минимальны. Расход флюса — 1,1–1,4 от расхода проволоки. Контроль качества упрощается: при корректных настройках и нормальных входных материалах швы идут стабильные, а условия труда лучше, чем при открытой дуге.
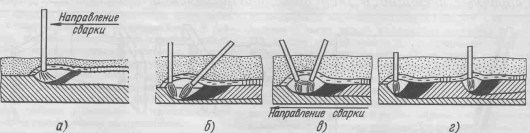
Рис. Схема автоматической сварки под флюсом: а-однодуговая; б-двухдуговая; в-трехфазной дугой; г-двухэлектродная
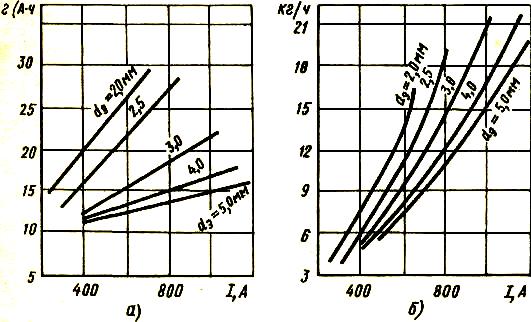
Рис.Зависимость коэффициента наплавки (а) и производительности сварки под флюсом (б) от силы сварочного тока и диаметра электрода; dЭ — диаметр электрода
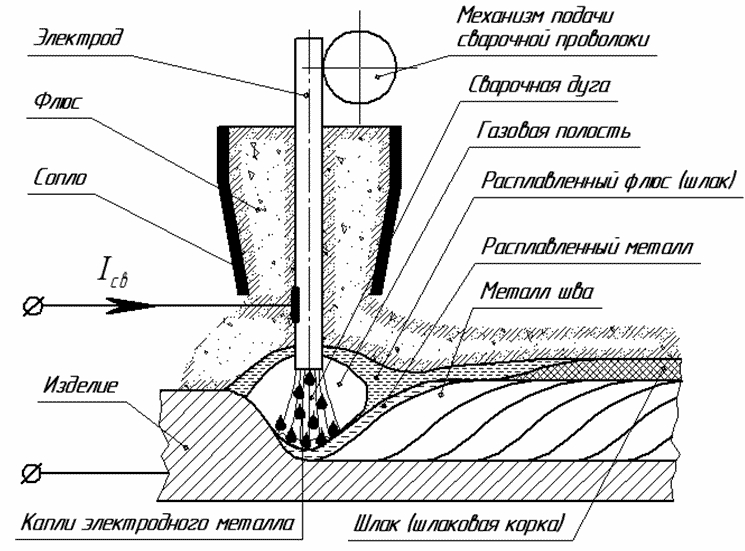
Рис. Схема автоматической сварки под флюсом
Сравнение сплошной и порошковой сварочной проволоки
Сплошная проволока универсальна и менее критична к тракту подачи, но требует газовой защиты. Порошковая (FCAW) изготавливается завальцовкой ленты с наполнителем; может работать открытой дугой или с газовой защитой, давая высокую скорость; порошковые проволоки позволяют работать не только в нижнем положении. Обратная сторона — повышенные требования к механизму подачи и радиусам изгиба: малейшая овальность/деформация и подача «умирает». Подготовка кромок и удаление загрязнений обязательны, иначе дефекты. Для ответственных конструкций газозащитные порошковые проволоки часто заменяют сплошные Ø 1,6–2,0 мм, особенно в СО₂, где классические Св-08Г2С страдают разбрызгиванием и пластичностью шва.
К слову о разбрызгивании при FCAW-G/MAG. Механизм комплексный: электродинамика при начале/конце короткого замыкания, взрывное испарение перемычек, интенсивный газовыдел (СО, N₂, H₂), реактивные потоки паров и газов. Картина полета такая: основной массив брызг уходит под углами >45° к поверхности; мелкие порядка 0,02 мм разгоняются до ≈40 м/с, угол к нормали обычно ≤25°; крупная фракция летит медленнее и «шире». На интенсивность влияют состав газа, химия проволоки и основы, режим, внешняя характеристика источника, контакт в мундштуке, состояние поверхности проволоки и равномерность подачи в изогнутом шланге. Чтобы и защита была, и сопло не зарастало, держат рекомендованные расстояние сопло-изделие и вылет.
Полуавтоматическая импульсно-дуговая сварка (pulsed GMAW)
Здесь процесс программно модулируют импульсами тока, управляя плавлением, переносом и термоциклом шва. Оператор задает скорости подачи и сварки; источник отрабатывает форму импульса.
Рабочие параметры: амплитуда импульса Iи, длительность tи, пауза tп, цикл Тц = tи + tп, частота f = 1/Тц, базовый ток Iб. Соотношение сохраняют Iи > Iср > Iб; скважность q = 2 ÷ 10, кратность — Iи/Iб. На практике это позволяет перейти на мелкокапельный перенос на токах ниже критического, расширить окно режимов и уверенно держать процесс в любых пространственных положениях и на тонких толщинах. Погонная энергия меньше — деформации ниже. Старт стабилен, «утыканий» меньше. Импульсное давление дуги и направленный поток капель улучшают первичную кристаллизацию. Побочный плюс — меньше аэрозолей, потому что капли меньше времени проводят в столбе дуги.
Если коротко, в чем преимущество pulsed GMAW:
- управляемый направленный перенос с малыми потерями на угар и брызги;
- работа длинной дугой на низких токах и во всех положениях;
- меньшие деформации и лучшая структура шва за счет более концентрированного подвода энергии;
- легче возбуждение дуги и чище санитарные условия.